The Kaizen – Toyota KATA method: Difference between revisions
No edit summary |
|||
| (4 intermediate revisions by one other user not shown) | |||
| Line 1: | Line 1: | ||
''Developed by Evgeniya Ventsislavova Garkova'' | |||
For students within management it is difficult to hear of Toyota and not think about lean management. Lean management has taken over the world of manufacturing ever since Toyota took over the automobile market with their 0 defect vehicles and outstanding service, even though they were years behind when they started. Every one wanted to know their secret, so Lean and Kaizen were born from the research and efforts to coin the factors that led Toyota to success. Nevertheless, according to a survey conducted by Industry Week in 2007, 74 percent of companies are not having success with their lean program <ref name="failLean">[''http://www.industryweek.com/articles/everybodys_jumping_on_the_lean_bandwagon_but_many_are_being_taken_for_a_ride_15881.aspx''] ''An article called "Everybody's Jumping on the Lean Bandwagon, But Many Are Being Taken for a Ride" stating the challenges in implementing Lean and the results of a survey on how successful are companies in implementing it by Pay, R., 2008. Industry Week - Advancing the Business of Manufacturing''</ref>. Mike Rother claims in his book “Toyota Kata” <ref name="book">[''https://www.amazon.com/Toyota-Kata-Managing-Improvement-Adaptiveness/dp/0071635238'']''Amazon link to purchase the book "Toyota Kata”''</ref> that he has found the reason why Toyota succeeds and the rest have a harder time. His proposed Kata method, unlike others, engages manager and employees to think solutions beyond the usual, and ensures continuous improvement, as it breaks the problem at hand into smaller problems, solved one by one using the scientific method<ref>[''https://en.wikipedia.org/wiki/Scientific_method'']'' Wikipedia article on the scientific method''</ref> of experimentation instead of the usual "implementation" approach. This liberates the solutions as the improvement efforts are allowed to lead to failure and failure is even a welcomed learning. The efforts themselves are encouraged to be small, so that their effect can be controlled and, most importantly, confirmed. An important benefit of the Kata management method is the humanisation of the workplace. People working on a Kata project feel empowered and full of purpose, as they are not blindly following orders but are part of creating their work environment and procedures. | For students within management it is difficult to hear of Toyota and not think about lean management. Lean management has taken over the world of manufacturing ever since Toyota took over the automobile market with their 0 defect vehicles and outstanding service, even though they were years behind when they started. Every one wanted to know their secret, so Lean and Kaizen were born from the research and efforts to coin the factors that led Toyota to success. Nevertheless, according to a survey conducted by Industry Week in 2007, 74 percent of companies are not having success with their lean program <ref name="failLean">[''http://www.industryweek.com/articles/everybodys_jumping_on_the_lean_bandwagon_but_many_are_being_taken_for_a_ride_15881.aspx''] ''An article called "Everybody's Jumping on the Lean Bandwagon, But Many Are Being Taken for a Ride" stating the challenges in implementing Lean and the results of a survey on how successful are companies in implementing it by Pay, R., 2008. Industry Week - Advancing the Business of Manufacturing''</ref>. Mike Rother claims in his book “Toyota Kata” <ref name="book">[''https://www.amazon.com/Toyota-Kata-Managing-Improvement-Adaptiveness/dp/0071635238'']''Amazon link to purchase the book "Toyota Kata”''</ref> that he has found the reason why Toyota succeeds and the rest have a harder time. His proposed Kata method, unlike others, engages manager and employees to think solutions beyond the usual, and ensures continuous improvement, as it breaks the problem at hand into smaller problems, solved one by one using the scientific method<ref>[''https://en.wikipedia.org/wiki/Scientific_method'']'' Wikipedia article on the scientific method''</ref> of experimentation instead of the usual "implementation" approach. This liberates the solutions as the improvement efforts are allowed to lead to failure and failure is even a welcomed learning. The efforts themselves are encouraged to be small, so that their effect can be controlled and, most importantly, confirmed. An important benefit of the Kata management method is the humanisation of the workplace. People working on a Kata project feel empowered and full of purpose, as they are not blindly following orders but are part of creating their work environment and procedures. | ||
| Line 13: | Line 16: | ||
Toyota was one of the companies to very well implement the teachings from TWI and to actually standardize them in the form of the Toyota Production System <ref>[''https://en.wikipedia.org/wiki/Toyota_Production_System'']''Wikipedia article on the Toyota Production System''</ref>. The success of Toyota has been so great that western companies have many times tried to follow their ways. This has resulted in the formulation of lean principles and tools. The term “lean” was first mentioned in “The machine that changed the world” <ref>[''https://www.amazon.com/Machine-That-Changed-World-Revolutionizing-ebook/dp/B001D1SRRS''] ''Amazon link to purchase the book "The machine that changed the world"''</ref>, a book highlighting the gabs between Toyota and other car manufacturers <ref name="lean">[''http://www.ncbi.nlm.nih.gov/pmc/articles/PMC3678835/''] ''Teich, S. T. & Faddoul, F. F., 2013. Lean Management—The Journey from Toyota to Healthcare. Rambam Maimonides Med J, 4(2)''</ref>. The principles are numerous, to mention a few: management of value stream, identification of customer value, the pursuit of perfection while reducing all the kinds of waste, the five whys or going after the root cause of a problem. | Toyota was one of the companies to very well implement the teachings from TWI and to actually standardize them in the form of the Toyota Production System <ref>[''https://en.wikipedia.org/wiki/Toyota_Production_System'']''Wikipedia article on the Toyota Production System''</ref>. The success of Toyota has been so great that western companies have many times tried to follow their ways. This has resulted in the formulation of lean principles and tools. The term “lean” was first mentioned in “The machine that changed the world” <ref>[''https://www.amazon.com/Machine-That-Changed-World-Revolutionizing-ebook/dp/B001D1SRRS''] ''Amazon link to purchase the book "The machine that changed the world"''</ref>, a book highlighting the gabs between Toyota and other car manufacturers <ref name="lean">[''http://www.ncbi.nlm.nih.gov/pmc/articles/PMC3678835/''] ''Teich, S. T. & Faddoul, F. F., 2013. Lean Management—The Journey from Toyota to Healthcare. Rambam Maimonides Med J, 4(2)''</ref>. The principles are numerous, to mention a few: management of value stream, identification of customer value, the pursuit of perfection while reducing all the kinds of waste, the five whys or going after the root cause of a problem. | ||
There is no doubt that Toyota has been successful. Nevertheless, very few companies can adopt their ways successfully <ref name="failLean"></ref>. [[File:sochin.jpg|200px|thumb|right|Figure 1: Karate Kata ''Source:http://condor178.altervista.org/kata_jpeg.html'']] Here is an example of how adopting Toyota's success can be done in a wrong way: | There is no doubt that Toyota has been successful. Nevertheless, very few companies can adopt their ways successfully <ref name="failLean"></ref>. [[File:sochin.jpg|200px|thumb|right|Figure 1: Karate Kata ''Source:http://condor178.altervista.org/kata_jpeg.html'']] Here is an example of how adopting Toyota's success can be done in a wrong way: | ||
: Several years ago, a manager in a western car manufacturer company would go to the Toyota shop floor and see that they are using inventory facades close to the production line, so that the workers can go and fetch what they need easily. Seeing the benefit, the manager would implement it home as well. Two years later, she goes to Toyota again to find out that the facades are now gone and they are using kitting instead. She now has to implement kitting <ref>Example given by Joakim Bjurström, a LSSBB & Cert. TWI Trainer JI during a Toyota Kata training, December 2015</ref>. | : Several years ago, a manager in a western car manufacturer company would go to the Toyota shop floor and see that they are using inventory facades close to the production line, so that the workers can go and fetch what they need easily. Seeing the benefit, the manager would implement it home as well. Two years later, she goes to Toyota again to find out that the facades are now gone and they are using kitting instead. She now has to implement kitting <ref>''Example given by Joakim Bjurström, a LSSBB & Cert. TWI Trainer JI during a Toyota Kata training, December 2015''</ref>. | ||
What this shows is that Toyota seems to be a step ahead with innovation. The solutions, however, are developed to answer specific needs, specific to Toyota, so that when taken and implemented outside, they might not necessarily bring the same results. Mike Rother claims that this problem solving thinking is what companies should be adopting rather than the ready Toyota solutions. This is what he calls Kata, which is a Japanese word which literally means form and is used for the choreographed movements practised in martial arts (see picture to the right). | What this shows is that Toyota seems to be a step ahead with innovation. The solutions, however, are developed to answer specific needs, specific to Toyota, so that when taken and implemented outside, they might not necessarily bring the same results. Mike Rother claims that this problem solving thinking is what companies should be adopting rather than the ready Toyota solutions. This is what he calls Kata, which is a Japanese word which literally means form and is used for the choreographed movements practised in martial arts (see picture to the right). | ||
In a nutshell, Toyota Kata are the Kaizen practise in Toyota, practiced so often that have become the instinct reaction to a problem, much like when the right karate move is recalled instinctively in a fight situation. Mike Rother figured this out during his research at Toyota when the answer he got on the questions: | In a nutshell, Toyota Kata are the Kaizen practise in Toyota, practiced so often that have become the instinct reaction to a problem, much like when the right karate move is recalled instinctively in a fight situation. Mike Rother figured this out during his research at Toyota when the answer he got on the questions: | ||
| Line 21: | Line 24: | ||
==How does it work – processes and tools== | ==How does it work – processes and tools== | ||
[[File:LearnersStoryboard.PNG|420px|thumb|right|Figure 2: Learner's Storyboard ''Source:<ref name="handbook"></ref>'']] | |||
In Lean management, Kata refers to two linked behaviours: ''improvement Kata'' and ''coaching Kata'' <ref>[''http://www.lean.org/lexicon/kata''] ''Article adapted from Mike Rother 2010 and Shook 2008''</ref>. Improvement Kata deals with the steps that make the improvements possible and it is directed towards the people deciding on and doing the improvements, also know as ''learners''. Coaching Kata can be seen as a supporting process to improvement Kata and it is executed by the people managing the improvements, also know as ''coaches''. The position of a learner is filled by the employee and the position of a coach by his manager and practising Kata becomes integral to the normal daily work. On the different organisation levels, each manager would act as a coach to his employees while being themselves a learner of their manager <ref name="handbook">[''http://www-personal.umich.edu/~mrother/Handbook/Full_IK_Handbook_v32.0.pdf''] ''Improvement Kata Handbook by Mike Rother - a practivcal guide in 552 powepoint slides''</ref>. | In Lean management, Kata refers to two linked behaviours: ''improvement Kata'' and ''coaching Kata'' <ref>[''http://www.lean.org/lexicon/kata''] ''Article adapted from Mike Rother 2010 and Shook 2008''</ref>. Improvement Kata deals with the steps that make the improvements possible and it is directed towards the people deciding on and doing the improvements, also know as ''learners''. Coaching Kata can be seen as a supporting process to improvement Kata and it is executed by the people managing the improvements, also know as ''coaches''. The position of a learner is filled by the employee and the position of a coach by his manager and practising Kata becomes integral to the normal daily work. On the different organisation levels, each manager would act as a coach to his employees while being themselves a learner of their manager <ref name="handbook">[''http://www-personal.umich.edu/~mrother/Handbook/Full_IK_Handbook_v32.0.pdf''] ''Improvement Kata Handbook by Mike Rother - a practivcal guide in 552 powepoint slides''</ref>. | ||
To keep track of the improvements on a certain process and to have structure to each practice, a ''Learner's Storyboard'' is maintained (see Figure 2). The storyboard contains all the most important information or the story of what was learned during the improvement initiatives and it is where the overview of the interaction between the coach and the learner is kept. The format of the board, therefore, follows the steps of Improvement Kata. As they are introduced in the following section, details on the different sections of the storyboard will be given. | To keep track of the improvements on a certain process and to have structure to each practice, a ''Learner's Storyboard'' is maintained (see Figure 2). The storyboard contains all the most important information or the story of what was learned during the improvement initiatives and it is where the overview of the interaction between the coach and the learner is kept. The format of the board, therefore, follows the steps of Improvement Kata. As they are introduced in the following section, details on the different sections of the storyboard will be given. | ||
| Line 61: | Line 64: | ||
The table below provides a summary of the tools used during improvement Kata and the outputs step by step. | The table below provides a summary of the tools used during improvement Kata and the outputs step by step. | ||
{| class="wikitable" style="width: | {| class="wikitable" style="width: 80%; height: 200px;" | ||
! Step | ! Step | ||
! Output | ! Output | ||
| Line 72: | Line 75: | ||
| 3. Define target condition || Description of the next desired condition, outside the knowledge threshold || Obstacles Parking Lot | | 3. Define target condition || Description of the next desired condition, outside the knowledge threshold || Obstacles Parking Lot | ||
|- | |- | ||
| 4. Experiment toward the target condition || Improvements, Learnings || PDCA cycle record template, Obstacles Parking Lot, KPI-s, Run Chart, Control Chart, Capability Study, Value Stream Map, Process Map, RACI, Swim lane Diagram, etc. | | 4. Experiment toward the target condition || Improvements, Learnings || the scientific method, PDCA cycle record template, Obstacles Parking Lot, KPI-s, Run Chart, Control Chart, Capability Study, Value Stream Map, Process Map, RACI, Swim lane Diagram, etc. | ||
|} | |} | ||
Latest revision as of 12:48, 18 December 2018
Developed by Evgeniya Ventsislavova Garkova
For students within management it is difficult to hear of Toyota and not think about lean management. Lean management has taken over the world of manufacturing ever since Toyota took over the automobile market with their 0 defect vehicles and outstanding service, even though they were years behind when they started. Every one wanted to know their secret, so Lean and Kaizen were born from the research and efforts to coin the factors that led Toyota to success. Nevertheless, according to a survey conducted by Industry Week in 2007, 74 percent of companies are not having success with their lean program [1]. Mike Rother claims in his book “Toyota Kata” [2] that he has found the reason why Toyota succeeds and the rest have a harder time. His proposed Kata method, unlike others, engages manager and employees to think solutions beyond the usual, and ensures continuous improvement, as it breaks the problem at hand into smaller problems, solved one by one using the scientific method[3] of experimentation instead of the usual "implementation" approach. This liberates the solutions as the improvement efforts are allowed to lead to failure and failure is even a welcomed learning. The efforts themselves are encouraged to be small, so that their effect can be controlled and, most importantly, confirmed. An important benefit of the Kata management method is the humanisation of the workplace. People working on a Kata project feel empowered and full of purpose, as they are not blindly following orders but are part of creating their work environment and procedures.
This article states that project and portfolio managers dealing with product or process development and organisational change can benefit from the teachings of Kaizen and Toyota Kata. This is because development and change require dealing problems without having a clear solution and where the proposed solutions has to feel natural and logical to every one involved.
The article starts out by elaborating on the methods origins and later describes the processes and tools needed to use it successfully. Benefits and limitations are outlined keeping project management in mind.
Brief history of Kaizen and Toyota Kata
Kaizen
The word “kaizen” is Japanese for "continuous improvement", where “kai” means change and “zen” good. Even though Kaizen is mostly associated with Japan, its origins are quality improvement methods from the United States, brought to Japan by experts such as W. Edwards Deming after World War II. The quality improvement methods were introduced in Japan under the Training Within Industry program (TWI) [4]. TWI, Inc. was company providing management training founded by Lowell Mellen in Cleveland, Ohio and they provided trainings all around the world but had governmental support in Japan, England and New Zealand [5]. The first (out of two) TWI training programs in Japan concerned with Job Instruction, Job Method and Job Relations (“J” programs). To promote the program, prior to its start, TWI developed a training film titled “Four Steps for Improvement” or in Japanese “Kaizen eno Yon Dankai”. The program was delivered in the 1950s. This is when the concept of quality circle groups (group of workers performing the same or similar work meeting regularly to identify, analyse and solve work-related problems) became popular in Japan [6]. Subsequently, the man who was involved in the introduction of Kaizen to Japan, W. Edwards Deming, was given an award by the Japanese Emperor in 1960 and an annual award for achievements in quality of products was named after him (Deming Prize [7]). The term Kaizen actually became famous around the world through the works of Masaaki Imai, in particular, his book “Kaizen: Japanese spirit of improvement” (1985) [8]. He who also founded the Kaizen Institute Consulting Group (KICG) [9].
Toyota Kata
Toyota was one of the companies to very well implement the teachings from TWI and to actually standardize them in the form of the Toyota Production System [10]. The success of Toyota has been so great that western companies have many times tried to follow their ways. This has resulted in the formulation of lean principles and tools. The term “lean” was first mentioned in “The machine that changed the world” [11], a book highlighting the gabs between Toyota and other car manufacturers [12]. The principles are numerous, to mention a few: management of value stream, identification of customer value, the pursuit of perfection while reducing all the kinds of waste, the five whys or going after the root cause of a problem.
There is no doubt that Toyota has been successful. Nevertheless, very few companies can adopt their ways successfully [1].

Here is an example of how adopting Toyota's success can be done in a wrong way:
- Several years ago, a manager in a western car manufacturer company would go to the Toyota shop floor and see that they are using inventory facades close to the production line, so that the workers can go and fetch what they need easily. Seeing the benefit, the manager would implement it home as well. Two years later, she goes to Toyota again to find out that the facades are now gone and they are using kitting instead. She now has to implement kitting [13].
What this shows is that Toyota seems to be a step ahead with innovation. The solutions, however, are developed to answer specific needs, specific to Toyota, so that when taken and implemented outside, they might not necessarily bring the same results. Mike Rother claims that this problem solving thinking is what companies should be adopting rather than the ready Toyota solutions. This is what he calls Kata, which is a Japanese word which literally means form and is used for the choreographed movements practised in martial arts (see picture to the right). In a nutshell, Toyota Kata are the Kaizen practise in Toyota, practiced so often that have become the instinct reaction to a problem, much like when the right karate move is recalled instinctively in a fight situation. Mike Rother figured this out during his research at Toyota when the answer he got on the questions:
- When do you do Kaizen? When are the Kaizen events held? When do you initiate it a Kaizen activity?
was:
- What do you mean? It is all the time!
How does it work – processes and tools

In Lean management, Kata refers to two linked behaviours: improvement Kata and coaching Kata [15]. Improvement Kata deals with the steps that make the improvements possible and it is directed towards the people deciding on and doing the improvements, also know as learners. Coaching Kata can be seen as a supporting process to improvement Kata and it is executed by the people managing the improvements, also know as coaches. The position of a learner is filled by the employee and the position of a coach by his manager and practising Kata becomes integral to the normal daily work. On the different organisation levels, each manager would act as a coach to his employees while being themselves a learner of their manager [14]. To keep track of the improvements on a certain process and to have structure to each practice, a Learner's Storyboard is maintained (see Figure 2). The storyboard contains all the most important information or the story of what was learned during the improvement initiatives and it is where the overview of the interaction between the coach and the learner is kept. The format of the board, therefore, follows the steps of Improvement Kata. As they are introduced in the following section, details on the different sections of the storyboard will be given.
Improvement Kata

In Improvement Kata there are four steps listed below with details under each step. You can see the steps outlined in the Figure 3 on the right, where the number indicates the order of the step and corresponds to one in the list below.
- Understand the direction or challenge
- The vision is the long term goal or the direction giver for an organisation. It is an ideal, stated by the organisation's leadership on a strategic level[14]. Most companies have a vision, which in most cases is being the best in what they do and how it effects the society. Google’s vision, for example, is to organise all of the data in the world and make it accessible for everyone in a useful way. They also have an unofficial motto of not being evil [16]. A vision in the world of portfolio management is the purpose or mission of the program. For example "Lower childhood obesity in the USA" or "Make the live of citizens in Copenhagen less stressful".
- Once there is a direction, it can be deployed into the organisation in the form of more specific challenges or themes, that result in strengthening existing capabilities or developing new ones necessary to move in the desired direction [14]. This challenge is the description of success in six months to three years from now and are the motivator and frame of the Improvement Kata initiatives, as the vision is too far away and it needs to be brought closer [14].
- On the storyboard (Figure 2), the learner would populate the filed in the top right titled "Challenge:" with the challenge for the process she is improving.
- Grasp the current condition
- In this step one needs to carefully and thoroughly examine the the way things are done today. Go down (assuming you are a manager) to where the action takes place and observe. One should be careful to observe for periods of time that are long enough to fully understand the current condition. The results of the observations will define the starting point of the journey towards the challenge and will also help determine the threshold of knowledge, or what is believed to be possible.
- At this step one can employ the use of many different tools from the Lean tool box. For example, KPI-s are a good indicator of a current state, showing how well a performance is on a single metric.
- A measure of variation and mean of a product, service or process key delivery can as well be a good indicator of the current capability (e.g. using control charts and capability study [17]).
- It is also common to create a visualisation of the current condition in the form of a process map or value stream map.
- In short, at this step one needs to collect data and facts about the current state, define process and output metrics, so that we know what to improve and with how much.
- On the storyboard (Figure 2), the learner is concerned with the field "Current Condition Now", where they would display the facts they have gathered. The basic, minimum input here should be a run chart, showing the outcome performance and a block or swim-lane diagram showing the process characteristics and operating pattern.
- Define target condition
- While the vision of is the long term goal, and the challenge is the more accessible, but still far in the future goal, the target condition describes the next desired condition one week or three months from now [14]. The path towards the challenge then becomes a series of target conditions. Every time a target condition has been reached, a next one is established.
- Based on the challenge there is usually an outcome performance that needs to be achieved [14]. Combined with the knowledge of the current state, the learner and coach define an ambitions, but achievable target condition and an achieve-by date. The target condition is defined by the two of them, where the learner proposes the condition and the coach gives feedback to it in a back-and-forth manner [14].
- It is important the learner is challenged with achieving the target condition, so that once achieved, it brings a feeling of self-efficacy and accomplishment. Therefore, the target condition should be stretched, just over the learner's capability [14]. This often brings a sense of uncertainty as it pushes people outside their comfort zone, but it is also what humanises the workplace and makes it exciting to go to.
- On the storyboard (Figure 2), the learner and coach are concerned with the fields "Target condition" and "Obstacles Parking Lot". In the first, the target condition is stated in terms of process output changes. For example, if the current condition is described with process lead time of 8 days, the target condition can be lead time of 7 days. In the Obstacles Parking Lot, the learner is asked to identify what prevents her from reaching the target. Some of the obstacles might not be know at this point, but as the improvement initiative commences, they will be discovered and added to the list [14]. Each obstacle should be formulated as a problem not a missing solution. For example, the learner might think that "no standard procedure" is an obstacle, however, it points to a solution - introducing a standard; it should rather be rephrased to "variability in how the work is done". Additionally, each obstacle should be accompanied with an idea of how it can be measured.
- The purpose of the obstacles list is threefold:[14]
- To show that tackling the challenge will not be easy
- To separate the obstacles from one another and underline that the learner should not go after solving them simultaneously
- To help the learner understand the limits of perception and prediction. Some obstacles will arise along the way and other will disappear
- Experiment toward the target condition
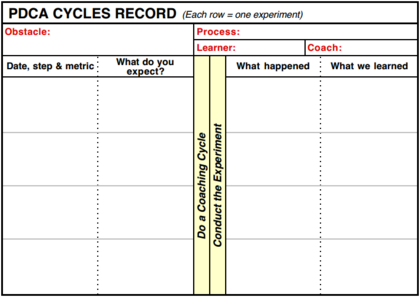
Figure 4: Improvement Kata Source: [14] - Now that there is a target condition, the learner is challenged with the question "How to get there?". The path to the target condition can be seen as a grey zone. The method of going through it is the method of experimentation, where cycles of prediction-action-evidence-evaluation are taken. The four cyclical steps are also know as PDCA standing for plan-do-check-act. In practice, it is the same.
- Plan: The first step in scientific experimentation is making a hypothesis, a testable prediction. The learner here defines what he would do next and what he expects as a result of the action.
- Do: The prediction is tested taking the action accordion to the plan.
- Check: The results of what actually happened are measured.
- Act or Adjust: Here the actual outcome is compared to the expectation. Based on this new knowledge the way of work can be changed for the better and a new PDCA cycle can begin.
- It is advised that the PDCA cycles are short, cheap and happen often. The learning curve is then steeper.
- On the storyboard (Figure 2), the learner would work with the "PDCA Cycles Record" section, as she is guided by questions posed by the coach. The template for the PDCA Cycles Record is visible in Figure 4. The first PDCA should address one and only one of the obstacles from the obstacles list made in the previous step. Each experiment should aim at making one improvement at a time, as if more than one thing changes in the process, one will never know the effects of which made it better.
- Additionally, the learner needs to update the "Current Condition Now" with new data as the cycles are progressing and the "Obstacles Parking Lot" as she is learning about the process.
- It could happen that a hypothesis is rejected, or that what we expect is not what actually happens. The point of this step is not to prove a hypothesis, but to learn about what are the factors influencing the focus process and how to change them in order to make it better. As the Italian physicist Enrico Fermi said: "There are two possible outcomes: if the result confirms the hypothesis, then you've made a measurement. If the result is contrary to the hypothesis, then you've made a discovery"[18]; we learn when our expectations do not meet reality, when we fail.
- Now that there is a target condition, the learner is challenged with the question "How to get there?". The path to the target condition can be seen as a grey zone. The method of going through it is the method of experimentation, where cycles of prediction-action-evidence-evaluation are taken. The four cyclical steps are also know as PDCA standing for plan-do-check-act. In practice, it is the same.

The table below provides a summary of the tools used during improvement Kata and the outputs step by step.
| Step | Output | Tools used |
|---|---|---|
| 1. Understand the direction or challenge | Clearly formulated challenge | Deployment of the company's vision |
| 2. Grasp the current condition | Description and understanding of the current state | KPI-s, Run Chart, Control Chart, Capability Study, Value Stream Map, Process Map, RACI, Swim lane Diagram, etc. |
| 3. Define target condition | Description of the next desired condition, outside the knowledge threshold | Obstacles Parking Lot |
| 4. Experiment toward the target condition | Improvements, Learnings | the scientific method, PDCA cycle record template, Obstacles Parking Lot, KPI-s, Run Chart, Control Chart, Capability Study, Value Stream Map, Process Map, RACI, Swim lane Diagram, etc. |
Coaching Kata
An integral part of Kata is coaching. The coach guides the learner, making sure that the learner is moving ahead in skill development and that he is successful in using PDCA in navigating in the uncertain territories to reach the desired target condition [14]. A good coach does not give solutions but asks the right questions (see Figure 5 below) that lead the learner to greater understanding. The coach is after understanding what the learner is thinking and what his threshold of knowledge is, so that he can push him to go beyond it. The coach should also be able to transmit confidence. In Kata it is believed that one can teach something only if they have tried it themselves and have mastered it. Therefore, to become a good coach one needs to have been a learner. There is no easy way [14]. The coach is also equipped with a set of questions to ask during the PDCA cycle. To be exact he ask five questions. They are displayed in Figure 6 below together with the expected learner's answer.
 |
 |
Benefits and limitations
Overall, there are two paradigms within management – the Command and Control Paradigm (CCP) and the Interaction and Learning Paradigm (ILP) [19]. The first one, CCP, would put the manager in the position of an enlightened leader, who has all the answers and operates in a deterministic world. In other words, the manager like the conductor of an orchestra, directs the symphony, giving specific directions to each musician. On the other side, we find the paradigm of interaction and learning, where a manager does not yet have all the answers, but acquires them through interaction. Like a jazz band, who's drummer would give the tone and the rest would follow and add up to it, to form a harmonious song with unexpected twits, as musicians adjusts to each other and their environment. A manager rather than giving detailed action plans, creates a frame for action. It is said that the second approach works better when dealing with complex tasks, varying demands, and unpredictable environments. Within project management these two paradigms are also represented in the form of traditional and agile project management. The Kata and Kaizen add a structured approach, which is measurable and simple to the world of agile project management. Perhaps the greatest benefit from using Kata is bringing out the best of people and developing their skills. The coach-learner relationship between manager and employee humanises the workplace and empowers great ideas, otherwise locked in bureaucracy and fear of authority. As a project management tool, the greatest limitation of Toyota Kata and Kaizen practices is that if not done correctly, they will not work. It is also easy to fail with the approach, as it requires the entire organisation and especially management to be on board. Some argue, that the Kata approach worked especially at Toyota and Japan, because of the particular working culture in Japan and because of the situation Japan was after WWII - in need of catching up [5]. It could be that Kata will only work in a crisis situation, as it does not make sense to change tradition, or the way that we work now, when there are no problems.
References
- ↑ 1.0 1.1 [http://www.industryweek.com/articles/everybodys_jumping_on_the_lean_bandwagon_but_many_are_being_taken_for_a_ride_15881.aspx] An article called "Everybody's Jumping on the Lean Bandwagon, But Many Are Being Taken for a Ride" stating the challenges in implementing Lean and the results of a survey on how successful are companies in implementing it by Pay, R., 2008. Industry Week - Advancing the Business of Manufacturing
- ↑ [https://www.amazon.com/Toyota-Kata-Managing-Improvement-Adaptiveness/dp/0071635238]Amazon link to purchase the book "Toyota Kata”
- ↑ [https://en.wikipedia.org/wiki/Scientific_method] Wikipedia article on the scientific method
- ↑ [https://en.wikipedia.org/wiki/Training_Within_Industry] Wikipedia article on Training Within Industry
- ↑ 5.0 5.1 [https://books.google.dk/books?id=Po9YAgAAQBAJ]Warren, M., 2010. The Training Within Industry Report 1940-1945, Washington, D.C.: War Manpower Commission Bureau of Training
- ↑ [http://www.kanbanchi.com/what-is-kaizen] An article on Kaizen history and principles from 2015
- ↑ [https://en.wikipedia.org/wiki/Deming_Prize] Wikipedia article on the annual Deming Prize for achievements in quality of production
- ↑ [https://www.amazon.ca/Kaizen-Key-Japans-Competitive-Success/dp/007554332X/ref=sr_1_2?s=books&ie=UTF8&qid=1367970369&sr=1-2&keywords=kaizen+imai] Amazon link to purchase the book "Kaizen: Japanese spirit of improvement"
- ↑ [https://www.kaizen.com/] the Kaizen Institute Consulting Group's official website
- ↑ [https://en.wikipedia.org/wiki/Toyota_Production_System]Wikipedia article on the Toyota Production System
- ↑ [https://www.amazon.com/Machine-That-Changed-World-Revolutionizing-ebook/dp/B001D1SRRS] Amazon link to purchase the book "The machine that changed the world"
- ↑ [http://www.ncbi.nlm.nih.gov/pmc/articles/PMC3678835/] Teich, S. T. & Faddoul, F. F., 2013. Lean Management—The Journey from Toyota to Healthcare. Rambam Maimonides Med J, 4(2)
- ↑ Example given by Joakim Bjurström, a LSSBB & Cert. TWI Trainer JI during a Toyota Kata training, December 2015
- ↑ 14.00 14.01 14.02 14.03 14.04 14.05 14.06 14.07 14.08 14.09 14.10 14.11 14.12 14.13 14.14 14.15 [http://www-personal.umich.edu/~mrother/Handbook/Full_IK_Handbook_v32.0.pdf] Improvement Kata Handbook by Mike Rother - a practivcal guide in 552 powepoint slides
- ↑ [http://www.lean.org/lexicon/kata] Article adapted from Mike Rother 2010 and Shook 2008
- ↑ [https://www.reference.com/business-finance/google-s-vision-statement-66f207e3583fca5f] A Q&A page with the answer on the question "What is Google’s vision statement?"
- ↑ [https://en.wikipedia.org/wiki/Process_capability] Wikipedia article on Process Capability
- ↑ [https://en.wikiquote.org/wiki/Enrico_Fermi] Wikiquote,Enrico Fermi, 20-03-2015
- ↑ Rasmussen, L. B., 2011. Facilitating Change – using interactive methods. 1 red. s.l.:Polyteknisk Forlag